 咨詢熱線:4000-888-603
咨詢熱線:4000-888-603發表時間:2021-04-10?????責任編輯:極光創新
3D打印中空模型會有些許難度,容易打壞模型,而光固化打印中空模型則更為容易,甚至往往還需要將一些模型進行掏空處理使其變成中空模型來打印,掏空的好處是①減少了耗材的用量;②掏空后橫截面由大面積變成了一個外圈,避免大面積打印時出現的脫離平臺、模型分層解開等情況。當然這也將增加清洗難度,如果模型內部未清洗干凈,則容易導致久置后模型開裂。

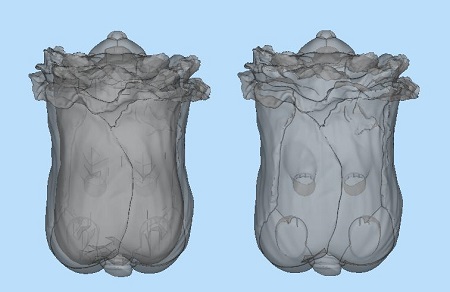
基本上所有光固化切片軟件都支持掏空功能,不過不同軟件掏空算法可能有區別,掏空的內部形狀不一樣。如圖,左側是赤兔軟件掏空的內部情況,而右側則是用magics來掏空的。可以對比發現,總體上掏空內容差不多,但magics掏空后內表面更加簡化光滑。更簡潔的內表面意味著三角面更少,切片過程更快,減少電腦運行壓力,這個對于大量中間模型切片時效用很大。同時也因為較少出現復雜內表面,減輕了內部清理的難度。
因此筆者更喜歡用magics進行掏空以及打孔,由于magics有修復功能,這也能避免掏空和打孔后模型出問題導致打印翻車。
Magics的掏空功能,從上往下大致介紹一下:
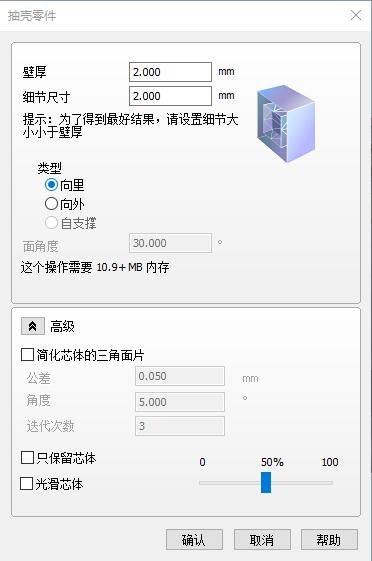
壁厚不贅述了,細節尺寸越小,即內表面的越精細,越貼合外表面的起伏變化,一般我們就和壁厚一樣,讓內表面簡化一些。
“向里”自然就是模型內部掏空,“向外”則是在模型外面包一層殼,用于制作模具等情況。
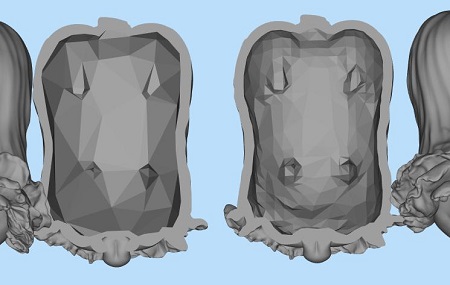
通過高級設置,我們設計大公差,大角度,將得到十分簡化的內表面,如下圖左側模型。
而光滑芯體,提高百分率,則會增加內表面復雜度,如下圖右側模型。
另外,對于一些較大的模型,我們可能需要晶格結構,對于如何制作晶格結構,我們往期有介紹,可前往了解。
掏空后自然是需要進行打孔,不然內部的樹脂無法流出,打孔時需要注意2點:
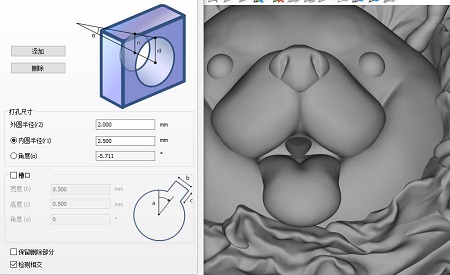
①排液孔口徑,由于液體具有張力,因此過小的孔位容易因張力而堵住無法排液,壁厚越厚,堵住的可能性越高,因為增加了液體和模型接觸的表面積。為了能順利排液,需要至少大于2mm直徑的孔。
②空腔壓強差,相信大家都知道通廁所的皮搋子,當它扣在平面上能會難以拔下來,就是因為氣壓不一樣導致的。同樣的,中空的模型在打印一部分后,也會出現類似于皮搋子的結構,這將大大增加模型在平臺上的粘合力度,導致出現模型脫落或出現Z軸方向裂紋、裂散的情況,同時這也會導致模型脫模時內部會帶動一些樹脂沒法流出。為了避免這種情況,我們不僅需要在模型打印時的下方打孔,同時需要在上方也打孔,來保證內外壓強一致。
最后,赤兔軟件支持保留孔樁,magics也可選保留孔樁,用以打印完后補洞。模型清洗完后,需要放置一段時間,待內部酒精蒸發干凈后再補洞。另外,一般LCD都會存在膨脹現象,因此孔樁需要打磨后才可補入。







 收藏
收藏 設為首頁
設為首頁
